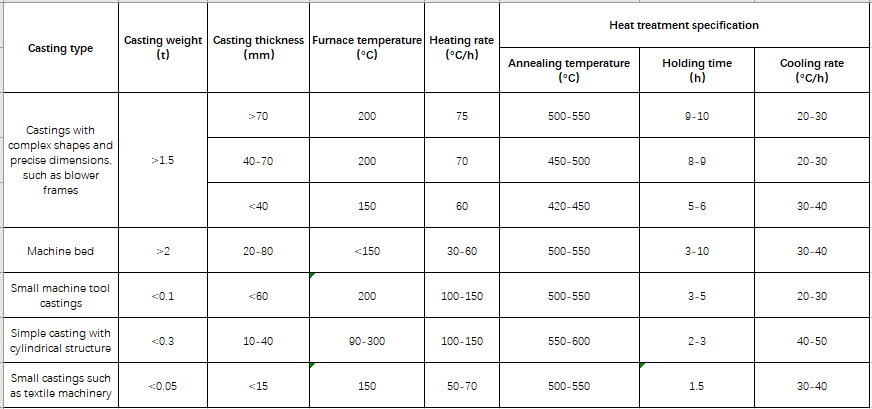
Common gray iron parts stress relief annealing specification comparison table
In order to eliminate the residual stress of the casting, stabilize its geometric size, reduce or eliminate the distortion produced after cutting, it is necessary to perform stress relief annealing on the casting.
The determination of stress relief annealing temperature must consider the chemical composition of cast iron. When the temperature of ordinary gray cast iron exceeds 550°C, graphitization and granulation of some cementite may occur, which reduces the strength and hardness. When alloying elements are contained, the temperature at which cementite begins to decompose can be increased to about 650°C.
Generally, the stress relief annealing temperature for ordinary gray cast iron is 550°C, low-alloy gray cast iron is 600°C, and high-alloy gray cast iron can be increased to 650°C. The heating rate is generally 60~120°C/h.
The holding time is determined by the heating temperature, the size of the casting and the complexity of the structure, and the requirements for the degree of stress relief.
The cooling rate of the stress relief annealing of castings must be slow to avoid secondary residual internal stress. The cooling rate is generally controlled at 20-40℃/h, cooled to below 200-150℃, and can be air-cooled out of the furnace.
The following is a comparison table of heat treatment specifications for commonly used gray iron castings (for reference only)